





| 最高转速 | 3500 |
|---|---|
| 齿轮比 | 11 |
| 本体材料 | 航太铝 |
| 产品别名 | 角度头 |
| 适用机床 | 加工中心,龙门 |
| 是否库存 | 是 |
| 是否批发 | 是 |
| 品牌 | 台湾CH |
| 型号 | 多款供选 |
参数图:

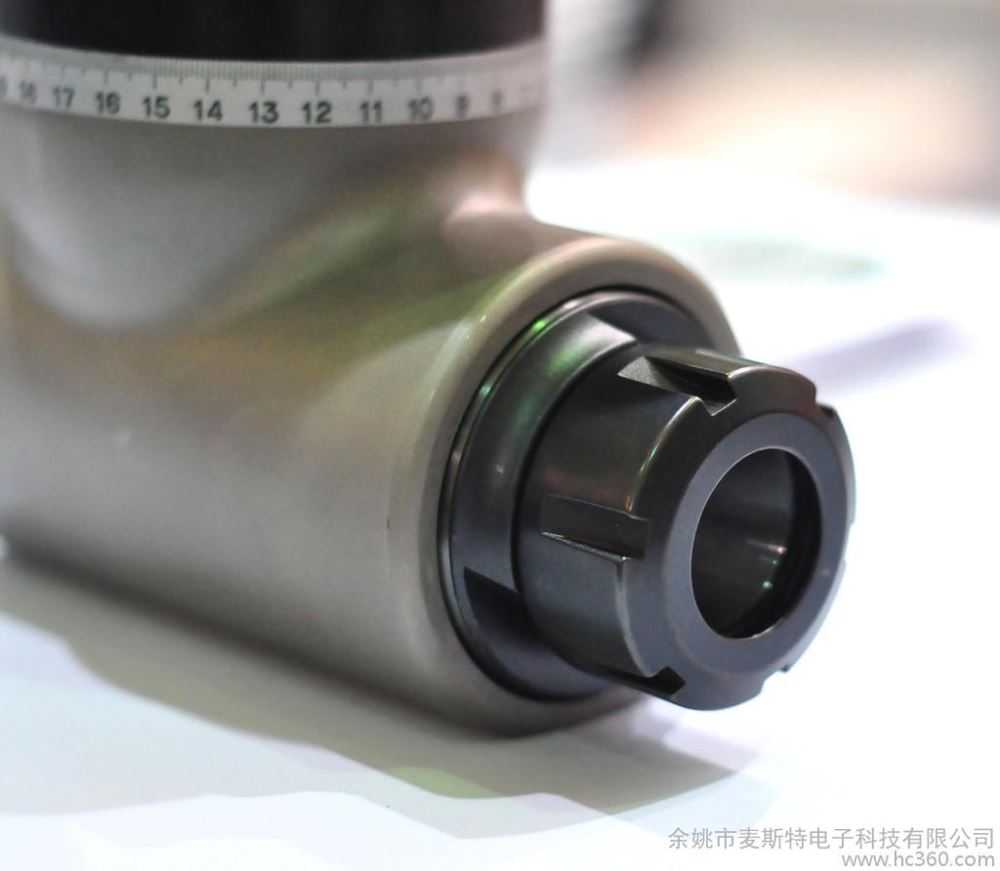
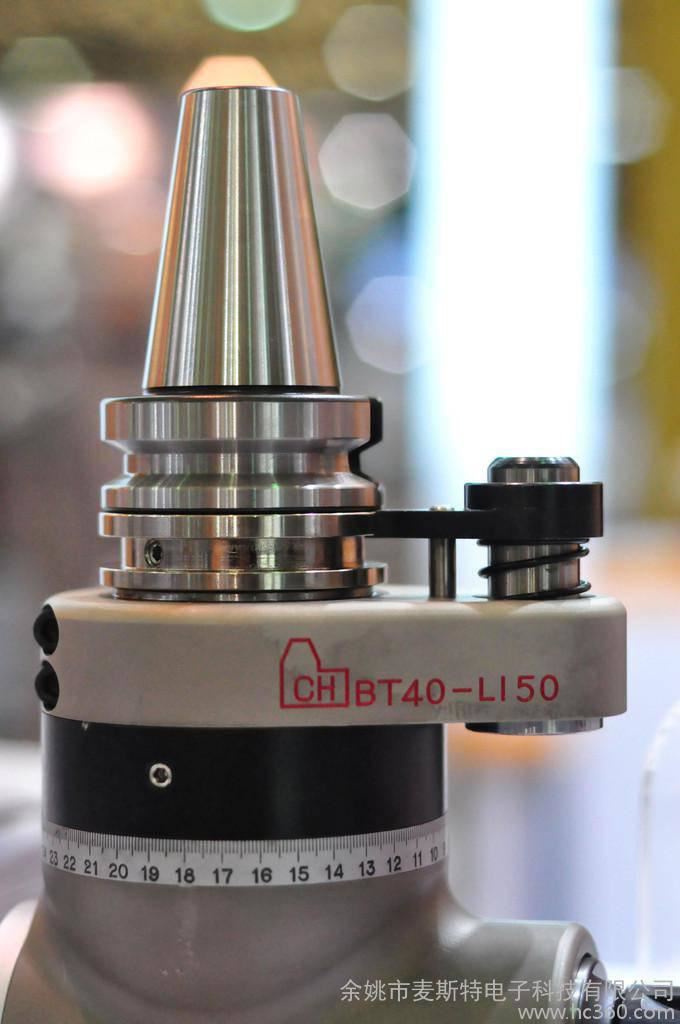
实物图:




注意事项:
综合中心加工机90°头及设限机具装设操作法
1.开机动作Z.X.Y.A回机械原点。
2.MDI操作主轴定位(M19)。
3.寻找扣刀方向,装置定位块位置(不妨碍刀臂扣刀方向位置)。
4.刀把定位块,半固定于主轴,轴承盖(预留螺丝孔位置勿锁紧)。
5.调整刀把定位柱及刀把卡沟方位(对正主轴卡挡块及定位柱方位)。
6.手动上刀,并对准定位块孔及主轴卡块,使刀把入刀仓**绪完毕。
7.将定位块2支螺丝锁紧固定(完成定位块固定中心距)。
8.将刀把定位环沟校对,对正定位弹梢片并锁固120 X止负螺丝2只。
9.校正机具加工方向及机具垂直度(并锁固定位柱环座螺丝使方位固定)。
10.手动退刀、上刀、看弹梢是否入定位环沟(须一手接刀把或2人操作并测试数次,是否对正弹入定位环沟,行使ATC时才无误)。
11.手动将刀把上主轴刀仓,并消除主轴定位(手动按off).
12.手动、刀把夹头及主轴是否可选转(可选转代表主轴弹梢分离正常,如不能旋转,代表弹梢分离不正常,不得续做下节动作,请查验是否因定位块太长或太短)。
13.以上测试完毕,即可先行以低速档测试转速(s200)。
14.低速档测试完毕后,再以增量方式进行转速**速。
15.手动、分段行使ATC测试(依机械厂牌行使)。
16.后续动作,自行运作。